L'entretien régulier du système de soudage à ultrasons (convertisseur, amplificateur et cornet) est essentiel pour garantir une qualité de soudure constante, un transfert d'énergie efficace et prolonger la durée de vie de votre équipement. Ce tutoriel décrit les procédures recommandées.
Quand effectuer la maintenance :
- Programme d'entretien préventif : Commencez par un entretien tous les deux mois pour les nouveaux équipements. Si aucun problème ne survient après quelques cycles, espacez les interventions à trois mois. Ajustez cet intervalle en fonction de l'historique et des performances de l'équipement.
- Bruits anormaux : Procédez immédiatement à la maintenance si vous entendez des bruits inhabituels provenant de la cheminée pendant son fonctionnement.
- Déclin de la qualité des soudures : Si vous observez des soudures irrégulières ou incomplètes, des changements d’aspect des soudures, une usure irrégulière du cornet, un mouvement lent de l’actionneur ou une perte de puissance perçue.
Outils et matériaux nécessaires :
- Clés à molette ou étau d'établi (avec mâchoires souples recommandées pour les cornes)
- Clés Allen (pour goujons)
- Clé dynamométrique
- Chiffons propres ou essuie-tout
- Solvant de nettoyage (vérifier les recommandations du fabricant)
- Toile émeri à grain fin ou papier de verre au carbure de silicium (#280, #400, #600)
- Plaque de surface (granit recommandé, un miroir peut être une alternative)
- Nouvelles rondelles en Mylar (le cas échéant pour votre conception d'empilement)
- Graisse à base de molybdène haute température ou graisse à base de silicone haute pression (en option, consulter les spécifications du fabricant)
- Spray de colorant pénétrant (facultatif, pour la détection des fissures)
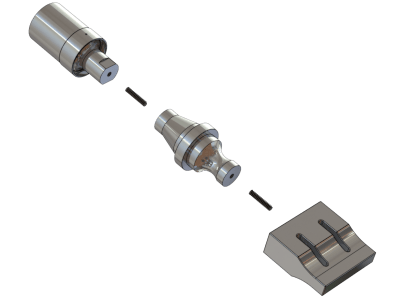
Procédure de démontage :
- Retrait du bloc d'alimentation : Retirez soigneusement l'ensemble du bloc d'alimentation (convertisseur, amplificateur, klaxon) de la presse/actionneur de soudage.
- Dépose séparée du klaxon : À l’aide de clés appropriées ou d’un étau (protégez la surface du klaxon), dévissez soigneusement le klaxon du booster.
- Retrait du goujon du klaxon : Utilisez une clé Allen pour retirer le goujon reliant le klaxon et le servofrein.
- Séparation du servofrein : à l’aide de clés à ergots ou d’un étau, dévissez le servofrein du convertisseur.
- Retrait du goujon du servofrein : Utilisez une clé Allen pour retirer le goujon reliant le servofrein et le convertisseur.
Inspection et nettoyage :
-
Goujons :
- Nettoyer soigneusement les goujons (brossage ou nettoyage aux ultrasons).
- Inspectez les goujons pour détecter tout signe d'usure, de fissures de tension, de grippage ou de dommage, en particulier au niveau des filetages et des extrémités moletées. Remplacez-les s'ils présentent des dommages. Remarque : Les goujons en titane ne sont généralement pas réutilisables après serrage et doivent être remplacés.
-
Surfaces de contact (interfaces) :
- Nettoyez toutes les surfaces de contact (face du convertisseur, extrémités du booster, base du klaxon) avec un chiffon propre et un solvant approprié. Enlevez toute trace de graisse, de débris ou de résidus provenant des rondelles précédentes.
- Inspectez les surfaces pour détecter :
- Fretting : Résidus sombres, ressemblant à de la saleté, ou aspect corrodé.
- Usure : Motifs d'usure circulaires.
- Contamination : dépôts durs, rouille, taches d'huile (la couleur jaune-brun indique une contamination potentielle de l'alimentation en air).
- Dommages : rayures, bosses ou irrégularités.
-
Rondelles (le cas échéant) :
- Retirez et jetez les anciennes rondelles en Mylar.
- Vérifiez la propreté et l'état des sièges des laveuses.
-
Composants (klaxon, amplificateur, convertisseur) :
- Inspectez visuellement le pavillon, le booster et le corps du convertisseur pour détecter d'éventuelles fissures, en particulier dans les zones de forte contrainte comme les fentes du pavillon ou les sections minces.
- (Facultatif) Utilisez un système de pulvérisation de colorant pénétrant pour vérifier la présence de fissures microscopiques si vous en soupçonnez.
- Secouez doucement le convertisseur ; s'il cliquette, les cristaux internes sont peut-être cassés, ce qui nécessite une réparation ou un remplacement.
Remise en état de surface (rodage) :
- Objectif : Rétablir la planéité et éliminer les légères traces de frottement ou les contaminations des surfaces de contact. À n’effectuer qu’en cas de nécessité, car cette opération enlève de la matière et peut légèrement modifier la fréquence des composants.
-
Procédure:
- Fixez une feuille de toile émeri à grain fin ou de papier de verre (grain n° 400 ou n° 600 ; n'utilisez le grain n° 280 que pour les dommages importants) sur une surface parfaitement plane (plaque de surface en granit de préférence).
- Placez la surface de contact du composant à plat sur le papier de verre.
- En exerçant une légère pression uniforme (juste le poids de la pièce), frottez-la sur le papier dans un seul sens. Faites pivoter la pièce (par exemple, de 120 degrés) et répétez l'opération. Formez un motif en croix.
- Continuez jusqu'à ce que la surface soit propre et uniforme. Enlevez le minimum de matière.
- Nettoyer soigneusement avec un solvant (le nettoyage par ultrasons est préférable) pour éliminer toute trace de particules abrasives. S'assurer que les trous taraudés sont propres.
- Vérifier la planéité (doit être meilleure que 0,025 mm / 0,001").
Procédure de réassemblage :
-
Insertion de goujon :
- Assurez-vous que les trous pour les montants sont propres et secs.
- Insérez le goujon approprié dans le servofrein et serrez-le à l'aide d'une clé Allen et d'une clé à ergots au couple spécifié par le fabricant (souvent faible, environ 1,4 à 2 Nm / 12 à 18 in-lb, mais vérifiez ). Ne serrez pas excessivement les goujons dans les composants.
- Répétez l'opération pour le goujon du klaxon.
-
Préparation de la surface (facultative) :
- Si le fabricant le recommande, appliquez une très fine couche de graisse haute température/pression adaptée sur l'une des surfaces de contact (par exemple, la face du convertisseur ou celle du surpresseur). Cela comble les interstices microscopiques et favorise le transfert d'énergie. N'appliquez PAS de graisse sur les filetages.
-
Fixez le booster au convertisseur :
- Veillez à ce que les surfaces et les fils soient propres et secs.
- Placez une nouvelle rondelle en Mylar sur la face du convertisseur (le cas échéant).
- Vissez soigneusement le booster sur le goujon du convertisseur, sans serrer à la main.
- À l'aide d'une clé dynamométrique calibrée et des clés/étaux appropriés, serrez la connexion du convertisseur-amplificateur au couple précis spécifié par le fabricant (ce couple varie considérablement selon la fréquence et le fabricant, par exemple 185 in-lbs / ~21 Nm pour certains amplificateurs Branson de 30 kHz, 420 in-lbs / ~47,5 Nm pour certains amplificateurs Dukane de 20 kHz. Consultez toujours le manuel d'utilisation de votre équipement ).
-
Fixez le klaxon au booster :
- Veillez à ce que les surfaces et les fils soient propres et secs.
- Placez une nouvelle rondelle Mylar sur la face du booster (le cas échéant).
- Vissez soigneusement le klaxon sur le goujon du booster, sans serrer à la main.
- À l'aide d'une clé dynamométrique calibrée et des clés/étaux appropriés (utilisez des mâchoires souples pour le klaxon), serrez la connexion du klaxon-amplificateur au couple exact spécifié par le fabricant.
- Vérification finale : s’assurer que tous les composants sont bien serrés conformément aux spécifications.
Réinstallation et tests :
- Réinstallez soigneusement l'ensemble assemblé dans le poste à souder.
- Effectuez un test ultrasonique (souvent un bouton sur la machine) pour vous assurer que la pile est correctement réglée et que le poste à souder n'est pas surchargé.
- Vérifiez la fréquence de fonctionnement (de nombreux postes à souder modernes l'affichent) et comparez-la à la plage attendue. Un décalage de fréquence important après une opération de maintenance peut indiquer un problème.
Considérations importantes :
- Valeurs de couple : Il est essentiel d’utiliser les valeurs de couple exactes spécifiées par le fabricant pour l’assemblage de la pile. Un couple incorrect peut entraîner une baisse de performance, une surchauffe et une défaillance des composants.
- Propreté : Veillez à maintenir tous les composants, les filetages et les surfaces de contact méticuleusement propres tout au long du processus.
- Compatibilité des composants : Ne jamais mélanger des composants (goujons, convertisseurs, amplificateurs, pavillons) conçus pour des fréquences différentes ou provenant de fabricants différents, sauf autorisation expresse.
- Consignes de sécurité : Coupez toujours l’alimentation électrique et l’arrivée d’air avant toute intervention de maintenance. Utilisez l’équipement de protection individuelle approprié.
- Documentation : Consultez le manuel spécifique de votre soudeuse à ultrasons pour obtenir des instructions détaillées, les valeurs de couple et les lubrifiants ou procédures recommandés.
Ce guide complet vous aidera à entretenir efficacement votre cornet de soudage par ultrasons. N'oubliez pas qu'un entretien régulier et approprié est essentiel à un fonctionnement fiable et performant.